
A few weeks ago, I shared a post that takes you inside a fabric dye lab and teaches you all about how lab dips are made in a dye house. Now, this week, I’m going to tell you all about what goes on inside a fabric dye factory after the lab dip approvals, and the order moves to bulk.
Dye houses are one of my favorite stops in the textile manufacturing supply chain for 2 reasons! The first, they are a spectacle. Imagine an entire warehouse of different machines bigger than 16-wheelers. And, the second, dye houses are also a place where art meets science. It is where we create color, but to make that color, you need a deep understanding of chemistry.
Get ready to learn all about how fabrics get their color in dye houses! This post is for all my textile nerds out there.
BUT BEFORE WE GET STARTED...
I love helping startup brand founders succeed, so I created a bunch of free guides that will help you with your business.
They won’t be free forever, so make sure to grab them while you can.
- CUT YOUR SOURCING TIME IN ½ - the industry sourcing doc you didn’t know existed but definitely need
- HOW MUCH DOES IT REALLY COST TO START YOUR BRAND – I have helped people with as little as $2,500 get started; here’s how…
- NO MORE EXCUSES – get the exact productivity system I use to get things done
WHAT YOU WILL LEARN
- Preparing Fabric for Dye
- PFD Process
- Special Considerations for Spandex
- Watch the Video
- What All Dye Machines Have In Common
- Different Dye Machines
- Polyester Dye Machines
- Cotton Dye Machines
- All-Purpose Dye Machines
- Low MOQ fabric Dyeing Hack
- Drying Range
- Inside the Color Kitchen
- Finishing Techniques
- Mercerization
- Enzyme Washes
- Micro finishing/fleecing
- Quality Assurance
- Checking Color
- Checking Shrinkage
- Environmental Issues to Consider
- Water Usage
- Energy Usage
- Feeling lazy? Check out this 60 second slide show recap!
- Additional Resources
PREPARING FABRICS FOR THE DYE PROCESS

PFD fabric ready for dye
There are a few things that need to happen before a fabric is ready to get color…
THE PFD PROCESS
The first step in a bulk fabric production order is removing all the color. This is done through the PFD, also known as the “prepare for dye” fabric process. The PFD process is a special type of wash that improves fabric dyeing. And, this is important, because when fabrics dye more effectively, there are fewer brand rejections, meaning, less waste. And, happier customers overall.
WASH
The first step in the PFD process involves the dye house removing the sizing from the fabric yarns. Industrial weaving and knitting machines are extremely powerful, and create fabrics faster than the human eye can see. Because the yarns are moving at such a fast rate, they can become susceptible to damage. To prevent this, sizing coats the yarn, to help reinforce its strength. Sizing can be made of natural ingredients like cornstarch, or synthetics such as petroleum. But, while sizing keeps a fabric strong, it also prevents color from penetrating.
Think of it this way: When you were little, did you ever write a secret message on paper with a white crayon and then paint over it with watercolors to reveal the message? Sizing is just like that; it repels the dye and keeps the yarn white. So, the PFD process uses a light detergent to remove it.
WHITEN
The second step of the PFD process involves the fabric dye factory lightly bleaching the fabric. In its initial state, most, if not all, fabrics are slightly yellow, which affects the final color. For example, if you are trying to dye a fabric a light red color and the fabric is yellowish, the color is going to come out looking orange (since red and yellow combine to make orange). By starting with a pure white base, we make the process of color matching a lot easier.
Once the fabric goes through the PFD process, it can move on to the big dye machines.
HEAT TREATING STRETCH FABRICS
BTW - there is one more process f a fabric has stretch fibers in it, like spandex, elastane, or lycra. It needs a special process of heat treatment before dyeing. Not every dye house will do this extra step, but the good ones who care about quality will.
This special heat treatment will help the stretch fibers keep their stretch and recovery through the entire dye process. This is really important from a quality standpoint. If the stretch fabrics do not get they heat treatment, they tend to stretch out quickly, creating a garment that will disappoint customers.
WATCH THE VIDEO
Not in the mood to read anymore? Watch the video (no judgment).
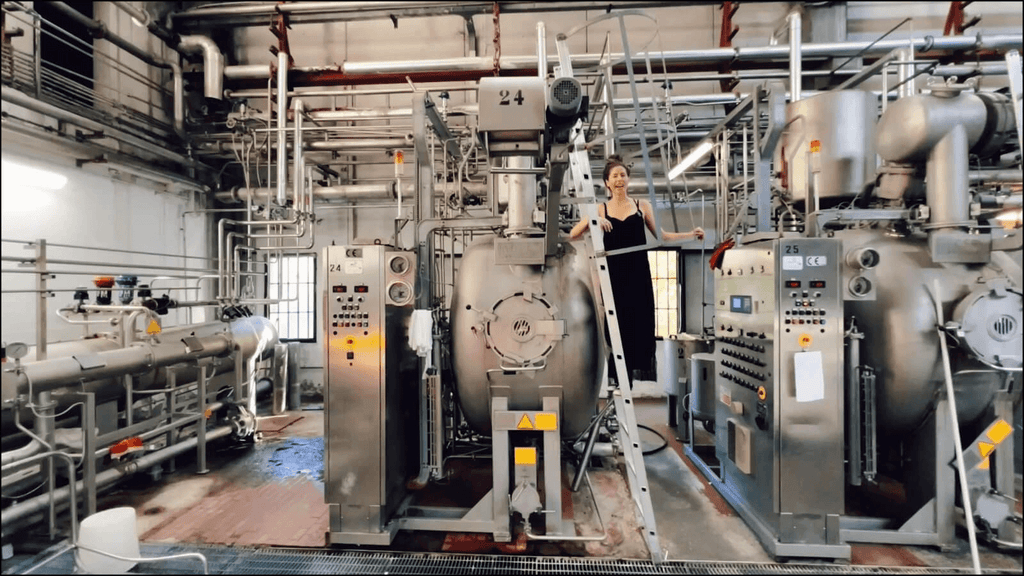
WHAT ALL DYE MACHINES HAVE IN COMMON

This type of dye machine is specifically for cotton fabrics
What do all dye machines have in common? They involve movement and heat.
MOVEMENT
For fabric to dye well, it needs to be constantly moving through the dye bath (water + dye). If the fabric and water sit, the dye (which is heavier than water) will start to collect towards the bottom of the machine and create darker patches of color on the fabric.
HEAT
The fabric needs to be hot to dye well. That is because the heat will open up the fiber and allow the dye molecules to penetrate the fiber.
Did you know that red colors generally have the largest molecules, so they are the hardest to dye? That is why new red garments will sometimes turn all of your laundry pink. Basically, all of the molecules that didn’t fully penetrate the fiber, are washing off.
One way to help red fibers stick to the fabric better is to make the fabric super hot. The more heat, the more the fiber opens up, and the more the larger red dye molecules get in.
3 DIFFERENT TYPES OF DYE MACHINES IN A DYE HOUSE
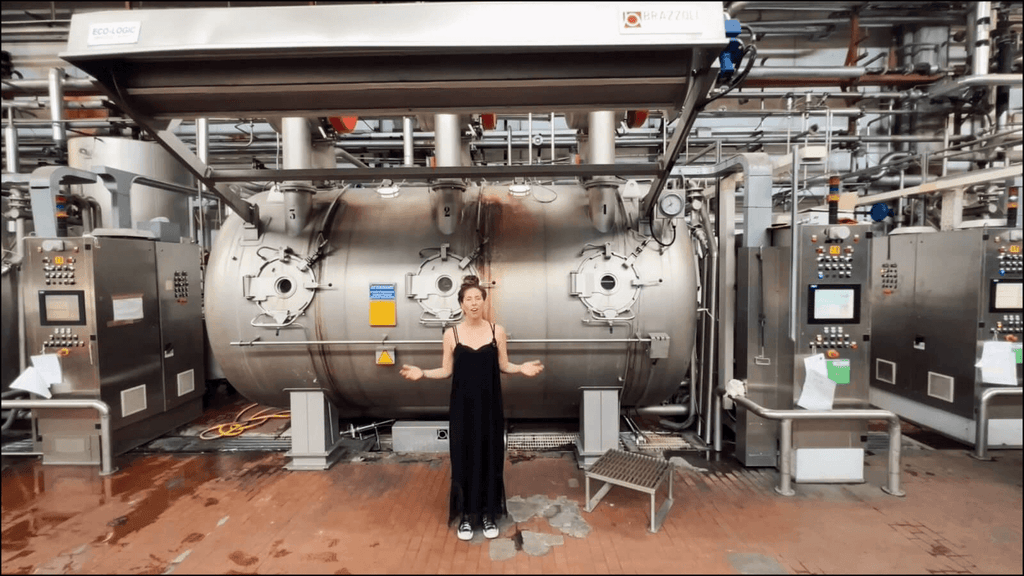
This dye machine is for all different types of fabrics, and can be sectioned off into 3 smaller vats to dye smaller MOQs
Now that you know what all dye machines have in common, let’s talk about what makes them different. There are three main types of industrial dye machines - Polyester, Cotton, and All-Purpose. Each of them operates differently and is made for different types of fibers. Let’s break them down.
POLYESTER MACHINES
Polyester dye machines are long and snake-like. The tube, approximately 20 feet in length, is completely filled with water and dye, and the fabric is snaked through the long tubes for the entire process.
COTTON MACHINES
Cotton dye machines look like giant doughnuts. The factory will fill the machines only 1/2 with the dye bath. The fabric then loops around and around the circle, alternating between immersion in the dye bath and exposure to air. This goes on and on for sometimes an hour.
ALL-PURPOSE MACHINES
All-purpose machines are capable of dyeing any type of fiber. They look like giant cylinders. Typically, this type of machine is the largest and can dye the most fabric, accommodating up to 600 kilos! What’s cool about these machines is that we can section them off. The entire machine can process a giant order, or it can be split into 3 separate compartments, each capable of handling a more manageable 200-kilo quantity in three different colors. While it might not be the ideal dye system for the specific fiber, this machine is useful for smaller orders.
LOW MOQ FABRIC DYEING HACK
This is a sample machine, but look how big it is!
Hey, my fashion startup brands? Do you need a really small amount of fabric custom dyed? Try this hack…
SAMPLING MACHINES
Most fabric dye factories will have sampling machines, which are exactly like the larger machines but smaller. Different sample machines can run anywhere from 10 to 100 meters, or 1-2 rolls of fabric.
Normally, sampling machines are used to create a few rolls of fabric that will allow brands to make their pre-production samples before they place their production orders.
But, many dye houses will let small brands place sample orders as their production order. This way, they can get started with their custom fabrics but don’t have to commit to the large minimum quantities that the big machines require.
The only downside is that the price is significantly higher. So, if a factory has a 1000-meter minimum, and you, as a new brand, only need 100 meters, the price for the smaller order will be anywhere from 2-5 times the real production price. That’s a big increase! But, in my opinion, it’s still worth it to be able to test the design with a small order and get your foot in the door by building a relationship with a professional supply chain partner.
GARMENT DYE
There is one last type of machine called a garment dye machine. This type of machine does not dye fabrics, but instead it is used to dye garments that were already cut and sewn.
One of the benefits of garment dying is that brands are able to place higher MOQ orders in PFD, and then dye the garments different colors at a later date.
A downside to garment dying is that garments tend to shrink a lot in the process.
DRYING RANGE
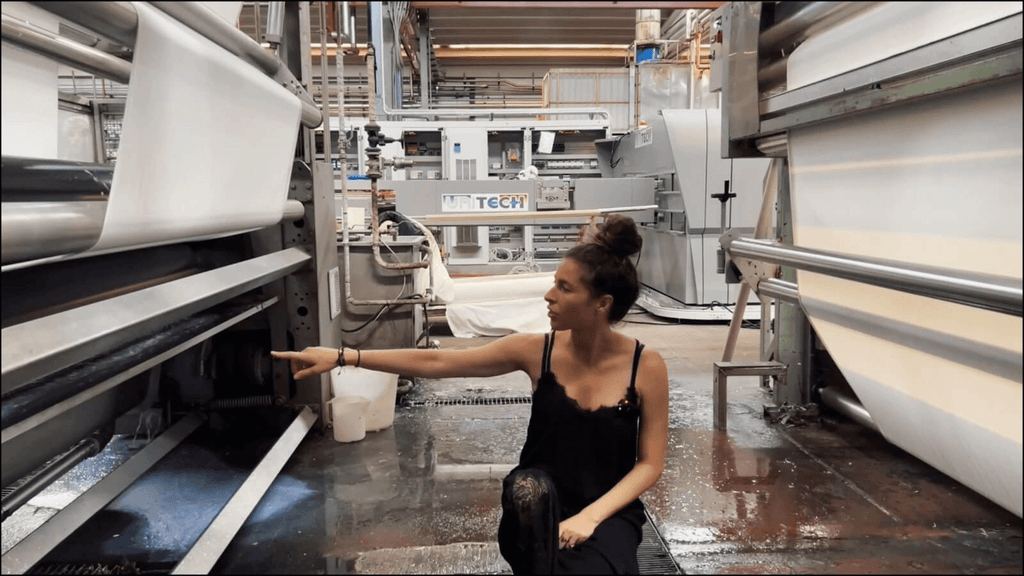
The fabric is treated with a softener solution before it goes through the drying part of the machine
After the fabrics are dyed, they need to be dried, and, here is how that happens:
- Wet fabric is fed into the dry range.
- Then, sometimes, the fabric gets a softening treatment or a final rinse.
- After, they clip the fabric onto a tenter frame – a special machine holds the width of the fabric in place, ensuring uniform drying.
- The fabric is “cured” or passed through a long oven for drying before its final step (watch the video to see just how long it is – it just keeps going.
-
Once the fabric is dries, one of two things occur:
- If the fabric is ready for the customer, they roll it up.
- If the fabric needs another treatment, like printing, they fold it.
INSIDE THE COLOR KITCHEN

There is dye inside all of these big green drums
These big machines take a lot of dye. And, the color kitchen is where it is all stored.
In an older dye house, wheelbarrows filled with mixed colors are carted from the color kitchen to the machines. But, in modern factories like this one in Italy, the colors are drawn up through what resembles a giant vacuum cleaner hose and then conveyed through a series of tubes directly to the dyeing machine.
FINISHING TECHNIQUES

This is another sample machine, but for poly fabrics
It is also common for a dye house don't just do dying services, they usually also do other things like fabric finishing treatments. These can be either chemical or mechanical. An example of a chemical finish would be a waterproof chemical coating. And, an example of a mechanical finish is sand-washed jeans, where sand is used to wear down the fabric. Both are an easy way to add textural variety and get different looks using the same fabric.
Personally, I think every brand should know about these fabric finishing hacks. Here are some of my favorites:
MERCERIZATION
Mercerization is the process of immersing cotton fabrics in a sodium hydroxide solution. The natural shape of a cotton fiber, when viewed under a microscope after cutting a slice from it (the technical term is cross-section), resembles a bean. But, what the sodium hydroxide solution does is cause the fiber to swell and become round.
The process adds luster and strength to the fabric. Generally, the more lustrous a fiber, the higher the quality (read: luxury). And, who doesn’t want a stronger fabric that will last longer?
To summarize, mercerization is a triple win. The process is environmentally safe, and affordable, and creates a textile that consumers generally prefer.
ENZYME-WASH
Enzyme washes are super interesting because they can do everything, including, in some cases, changing the color of the fabric. Enzymes are environmentally friendly, and, if you ask me, are one of the keys to a more sustainable future in fabric processing. I will need to create a blog post about enzymes in the future – because I could talk about them for days. For now, you can check out this cool company, Novozymes, that specializes in them.
MICRO-FINISHES AND OTHER MECHANICAL FINISHES
Turning French terry cloth into the kind of fleece you find in hoodies, and creating that soft, fuzzy feeling on a flannel, are both mechanical finishing processes. Essentially, the fabric passes through a machine with large wire bristles, somewhat resembling a dog hairbrush. These brushes gently rough up the fabric, resulting in a fuzzy finish. On a smaller scale, we can also use this process to create micro-finishes, which include fabrics like microsuede.
You can watch this quick 10-second video to learn how French terry becomes fleece here.
QUALITY ASSURANCE

This fabric is being prepared to be checked for color variance and shrinkage
If you know me, you're aware (and if we're just meeting – consider this) that my favorite room in any supply chain is the quality assurance room, because this is the factor that can make or break a fabric dye factory. The truth is, something is always bound to go wrong. Even with the best equipment in the world, production will never be perfect. The good factories are the ones that catch those mistakes and fix them before the product gets to a customer.
For quality assurance, the dye house should take a 20cm sample from each roll in an order to check for two things: color and shrinkage.
COLOR
The first thing a dye house will do is line up all of the cuttings and create something called a shade blanket. By placing all the cuttings next to each other, it is easy to confirm that all of the colors from all of the rolls match. The key term to know here is shade variance.
Now, rolls 1 and 2 might look pretty similar, but if each roll has even a teeny-tiny difference, by the time you get to roll 20, it might vary greatly. And if you have a shirt that has a sleeve from roll 1 and a body from roll 20, it is going to look like the colors don’t match at all. If brands know the shade variance, they can work with their factory strategically to use rolls that are the most similar to one another, to ensure all components of all garments match.
SHRINKAGE
At this point, the fabric has been unrolled, stretched in all directions, and then folded up. Because so much has happened to the fabric, the shrinkage may have been affected. And that is a very important thing for the final quality of a shirt.
Have you ever had a shirt, and after you washed it, it fit differently? Maybe one side was pulling, or the armholes felt weird. It’s not like it went in the washer and became too small; it just felt kind of off. Well, it's possible that different parts of the shirt shrank at varying rates. To guarantee a quality product that remains perfect after the customer washes it, the dye house should always check every roll for shrinkage.
ENVIRONMENTAL ISSUES TO CONSIDER AT A FABRIC DYE FACTORY

A lot of resources go into keeping dye houses this large running
What did I say at the very start of this article? Dyeing requires a lot of heat and water. So, here is how using those elements affects the environment:
WATER USE
Today, most factories use and reuse their water. Once the water is used for dyeing, it undergoes treatment to remove the dyes, making it suitable for reuse. Now, I am not saying that some dye houses don’t pollute and dump their dirty dye water into rivers and other places. But, because water is not always plentiful in all areas, a lot of factories work hard to conserve it.
ENERGY USE
A bigger issue in a fabric dye factory is the energy to run the machines. Well, I guess that is an issue for all of the fashion industry.
That is also why many supplier prices are increasing. When the price of oil goes up, it directly affects the price of textiles, and because of that, garments as well.
Many factories are beginning the process of transitioning to greener energy sources, such as solar power. But, the conversion costs are substantial, and the space required to collect enough energy to operate the machines exceeds what can be accommodated by just a rooftop.
TYPES OF DYE
Generally synthetic dyes and chemcial dyes are used with the giant machines. Natual dye fabrics are made in smaller batches, using smaller machines.
60 SECOND RECAP
ADDITIONAL RESOURCES

- Pigment dyes and prints - their cheap, but can be risky... learn more...
- Plant dyed clothing - non toxic, sustainable print and dye methods
- Textile printing machines - what type of production machine is best for your order?
- Lab dips (this is the step before
WHAT DO YOU THINK?
Let me know in the comments your favorite takeaway from this article or even your least favorite. The feedback I receive helps me create more content tailored to your taste, so please contribute your thoughts!
2 comments
hello how can i buy used dyeing machines?
Do you know of any dye houses in Atlanta Georgia area. I’m wanting to dye my white 100% bamboo king size comforter to a navy blue.
Leave a comment